500.000 € DE AHORRO EN EL PRIMER AÑO CON JANITZA
Ubicación del proyecto
Requena (Valencia), España


Año de implementación
2019-2021
Aplicación
Gestión de energía, Control de la calidad de la tensión, Monitorización de la corriente diferencial


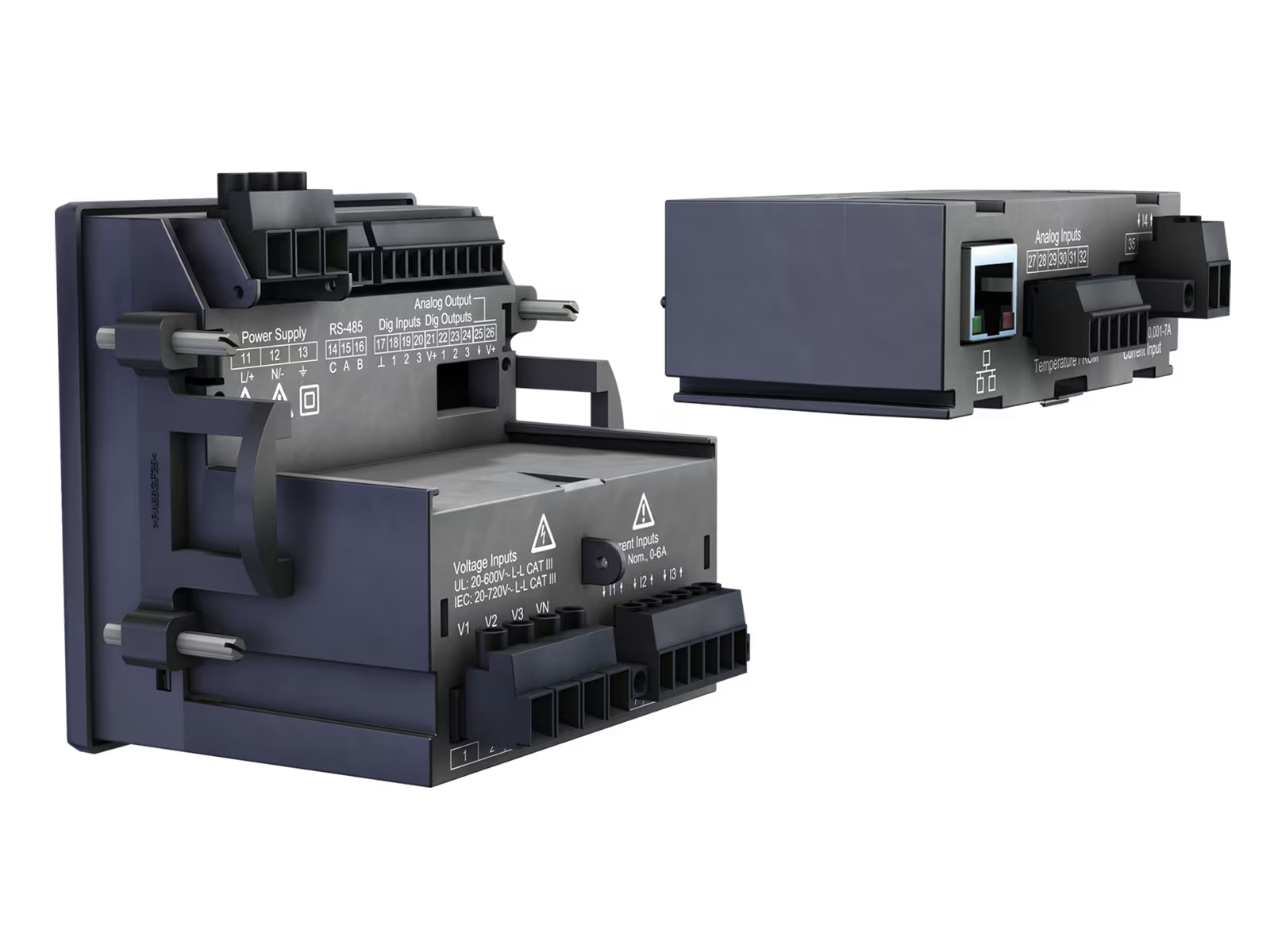
Hardware
UMG 96-PA, Módulo 96-RCM-E, UMG 96RM-E


Software
GridVis®


Conectividad
Ethernet, RS 485, Modbus, BACnet


REQUISITO
La Aguas de San Benedetto Group opera plantas en cuatro países y distribuye sus productos en más de 100 mercados. Esta referencia se centra en la planta de Requena (Valencia), en funcionamiento desde 1997. La empresa embotella agua de manantiales como “Fuente Primavera” y “Font Natura” y produce otras bebidas bajo marcas como “Enjoy” y “San Benedetto Zero”. San Benedetto buscaba mayor transparencia en la gestión energética de la logística, ya que el consumo de cada carga no era conocido. Además, necesitaba una monitorización detallada de la calidad de tensión para evitar paradas imprevistas e identificar posibles ahorros de energía.
SOLUCIÓN
CYDESA, el partner local de soluciones de Janitza, presentó en 2019 al equipo técnico de San Benedetto la solución 3 en 1 de Janitza para calidad de tensión, monitorización energética y de corrientes residuales. El objetivo era obtener transparencia sobre los principales consumidores de la planta de embotellado. El proyecto incluyó la monitorización de 36 circuitos relevantes. Para ello, CYDESA instaló analizadores de red UMG 96-PA ampliables modularmente, módulos 96-RCME y algunos UMG 96RM-E. La solución permitió análisis detallados de energía y rendimiento, así como una supervisión continua de corrientes residuales. Su arquitectura modular se adaptó perfectamente a la estructura de distribución heterogénea de la planta. En paralelo, San Benedetto implantó la licencia Expert del software GridVis®. En 2020 y 2021, San Benedetto amplió el sistema con más equipos Janitza en todos los cuadros principales. Así, casi toda la infraestructura de embotellado y logística quedó equipada con tecnología Janitza. Hoy, en 2025, la planta cuenta con más de 80 dispositivos Janitza. Además, San Benedetto utiliza la nueva licencia Standard de GridVis®, que permite gestión y análisis centralizados de todos los puntos de medición. El sistema se ha convertido en un pilar clave para la optimización energética y el control de la calidad de tensión en la planta.


BENEFICIO
Gracias al sistema de monitorización de Janitza, Aguas San Benedetto logró ahorrar unos 500.000 € en un solo año. La solución reveló potenciales de optimización en grandes consumidores, en la iluminación y otros equipos. También se detectaron y repararon fugas importantes en el sistema de aire comprimido. Con la medición de Janitza, la empresa calcula con precisión los costes de producción por litro y por envase. GridVis® genera todos los informes necesarios y mantiene el consumo energético bajo control. El equipo de mantenimiento identifica problemas eléctricos —como armónicos, asimetría o corrientes diferenciales— de forma mucho más rápida.